
Schneidstempel- buchsen und Stempelhalter
AMDL ist der historische Hersteller von Porter Besson Stempeln und Matrizen. Die Stempel und Matrizen sind entscheidende Elemente in der Werkzeugausstattung Ihrer Presse. Sie sorgen dafür, dass Ihre Teile richtig geschnitten, gebogen oder geformt werden, und garantieren so die Qualität, Genauigkeit und Effizienz Ihres Werkzeugs. Mit über 16.000 verschiedenen Rohlingen auf Lager, die nach Ihren Vorgaben bearbeitet und veredelt werden, bieten wir Ihnen ein vielfältiges und bedarfsgerechtes Sortiment an. Als Hersteller verfügen wir über die Erfahrung, alle Ihre Anforderungen zu erfüllen. Ob Sie nun einen Standardstempel oder eine Standardschneidbuchse benötigen oder spezielle Stempel oder Buchsen nach Zeichnung, wir sind der richtige Partner für Sie.
Unsere Kunden berichten
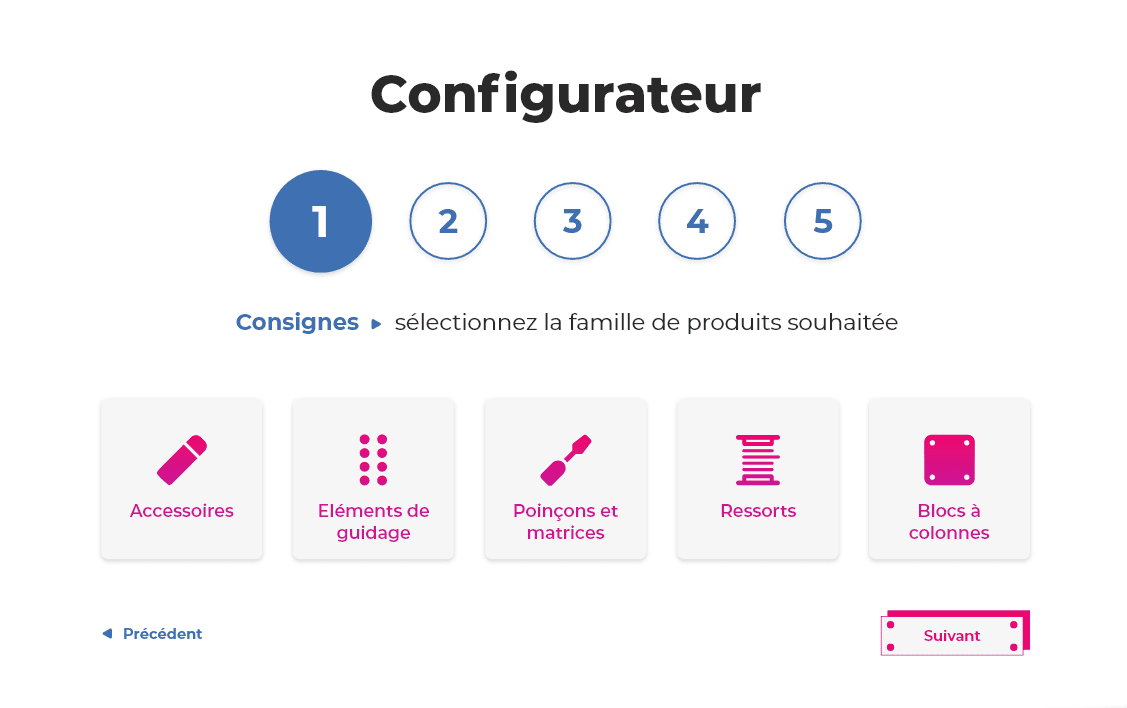
Unser Stanzgestell-Konfigurator:
Der AMDL-Stanzgestell-Konfigurator ermöglicht es Ihnen, ihr Stanzgestell zu definieren und online eine Preisinformation zu erhalten.
Er enthält alle unsere Produkte, egal ob Sie Führungen, Federn, Säulengestelle, Schneidstempel, Schneidbuchsen oder Zubehör benötigen! Schnell und einfach in nur 5 Schritten, der Konfigurator spart Ihnen Zeit bei ihrer Angebotserstellung.
Unser Verkaufsteam steht Ihnen fünf Tage die Woche zur Verfügung um Ihre Fragen zu beantworten. Ihre Anfragen werden innerhalb von 48 Stunden bearbeitet.
CAD Daten
In unserer Partcommunity-Plattform können alle CAD- und 3D-Modelle unserer verschiedenen Normteile heruntergeladen werden. Die Plattform ist ohne komplizierte Anmeldung nutzbar.
Für die Bearbeitung Ihrer Anfragen verarbeiten wir Ihre Pläne in den folgenden verschiedenen CAD-Formaten:
TOPSOLID-Design (Missler)Schnittstelle zum Lesen von Dateien: CATIA V5, IGES (2D und Spatial), STEP, PARASOLID.
ESPRIT CAM-ProgrammierungSchnittstelle zum Lesen von Dateien: CATIA V5, IGES (2D und Spatial), STEP, PARASOLID, SOLIDEDGE, SOLIDWORKS, VDA, ACIS, INVENTOR, STL, DXF, DWG
Die Standardformen
Alle im Katalog aufgeführten Stempel und Matrizen werden auf Lager gehalten und nach Ihren Wünschen zu einer unserer sechs Standardformen umgearbeitet.
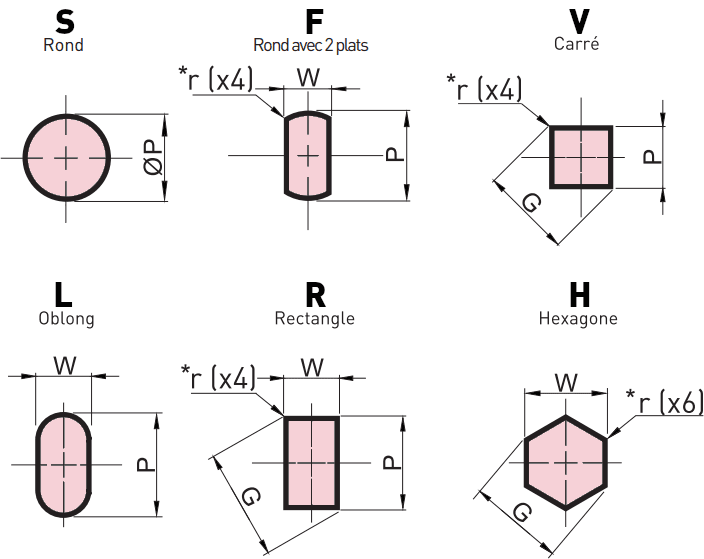
Sollten unsere Standardformen nicht ausreichen, um Ihre Anforderungen zu erfüllen, bieten wir auch Sonderformen an, die Sie in unserem Katalog finden. Wir fertigen Ihre Teile auch nach Zeichnung an!
Die Standardmodifikationen
Wir bieten in unserem Katalog Standardmodifikationen an, die es ermöglichen, bestimmte Parameter des Stempels zu verändern, um ihn für bestimmte Anwendungen anzupassen oder effizienter zu machen.
Beschichten auf Anfrage
Wir beschichten unsere Stempel je nach Bedarf. Beschichtungen auf den Stempeln erhöhen nicht nur die Härte, sondern verringern auch die Reibungskoeffizienten beim Schneiden. Dadurch wird die Lebensdauer der Stempel verlängert.
Einige Beschichtungen sind für bestimmte Anwendungen und Materialien besser geeignet. Hier eine Liste der am häufigsten verwendeten Beschichtungen:
- TIN: Härte (HV 0.05) 2300 - Farbe Goldgelb - Dicke (in Mikron) 2 bis 4.
Anwendung: Schneiden von Stahl mit geringen mechanischen Eigenschaften. Ermöglicht zusätzlich eine einfache Sichtbarmachung des Verschleißes - TICN: Härte (HV 0.05) 3000 - Farbe Blaugrau - Dicke (in Mikron) 2 bis 4.
Anwendung: Schneiden von Edelstahl. - CrN: Härte (HV 0.05) 1750 - Farbe Silbergrau - Dicke (in Mikron) 2 bis 4.
Anwendung: Schneiden von Kupferlegierungen. - ALCrN: Härte (HV 0.05) 3200 - Farbe Blaugrau - Dicke (in Mikron) 2 bis 4.
Anwendung: Schneiden von HLE-Blechen. - ta-C: Härte (HV 0.05) 5000 - Schwarz - Dicke (in Mikron) 1,5 bis 3.
Anwendung: Schneiden von Aluminium und Verbundwerkstoffen.
Auf Anfrage bieten wir auch jede andere Beschichtung an.
Standardänderungen
Wir bieten verschiedene Änderungen an Rohlingen an, die nicht die Formgebung betreffen :
- Verdrehsicherungen: Verdrehsicherungen ermöglichen eine feste Orientierung der Form des Schneidstempels oder der Schneidbuchse. Wir bieten verschiedene Standardausrichtungen an.
- Haltestift: Der Haltestift ermöglicht es die Schneidbuchse oder den Schneidstempel auszurichten. Dies geschieht mithilfe des Stiftes am Kopf oder Körper der Schneidbuchse oder des Schneidstempels.
- Toleranzänderungen: Wir können die Toleranzen unserer Schneidstempel und Schneidbuchsen bei Bedarf ändern, um sie an bestimmte Anforderungen anzupassen. So können wir die Toleranzen für die Länge, den Durchmesser, die Formen oder auch die Kopfdicke anpassen.
- Maßänderungen: Wir führen auf Wunsch Maßänderungen durch, wie z. B. für die Kopfdicke, den Kopfdurchmesser, das Anbringen einer Fase am Kopf oder auch den Anschlussradius bei Schneidstempeln. Bei Schneidbuchsen können wir den Bunddurchmesser, den Freistichdurchmesser, den Freiwinkel, die Arbeitshöhe sowie die Reduzierung der Bunddicke anpassen.
- Ausführung der Schnittfläche: Die Schnittfläche von Schneidstempeln kann konkav, konvex oder eben ausgeführt werden.
- Abfallrückhaltung: Wir können auf den Schneidbuchsen Abfallrückhalterillen anbringen. Diese halten den Stanzabfall zurück und verhindern, dass er wieder aufsteigt.
Alle diese Arbeitsschritte sind bei AMDL Standard und haben einen eigenen Katalogcode. Sehr gerne bearbeiten wir auch alle Sonderwünsche
Schneidstempel und Schneidbuchsen nach Kundenvorgabe
Für Ihre nicht standardmäßigen Anforderungen fertigen wir alle Ihre speziellen Schneidstempel und Schneidbuchsen nach Zeichnung her. Mithilfe unseres Maschinenparks sind wir in der Lage, alle Arbeitsschritte durchzuführen, die für die Herstellung komplexer Schneidstempel und Schneidbuchsen notwendig sind. Der Realisierungsprozess sieht folgendermaßen aus:
- Unser Verkaufsteam erhält Ihr Projekt zusammen mit Ihren Plänen und Spezifikationen per E-Mail (contact@amdl-eu.com).
- Unser Verkaufsteam erhält Ihr Projekt zusammen mit Ihren Plänen und Spezifikationen per E-Mail.
- Wir leiten das Angebot an Sie weiter und stehen Ihnen bei Fragen oder Änderungen am Projekt jederzeit zur Verfügung.
- Sobald das Angebot bestätigt wurde, erstellen wir intern alle Maschinenprogramme für die Herstellung Ihrer Teile.
- Anschließend bearbeiten wir Ihre Schneidstempel und Schneidbuchsen mit hoher Präzision und achten dabei auf jedes Detail.
- Ihre Schneidstempel und Schneidbuchsen werden konditioniert, verpackt und an Sie ausgeliefert.
Dieser bewährte Prozess gewährleistet die Einhaltung von Terminen und Qualität sowie eine hohe Kundenzufriedenheit. Darüber hinaus stehen wir Ihnen während des gesamten Projekts und auch nach dem Projekt als Ansprechpartner zur Verfügung.
Die Wahl des richtigen Stanzspiels
Damit die Einheit aus Schneidstempel und Schneidbuchse richtig funktioniert, muss ein Schneidspiel vorhanden sein, d. h. der Durchmesser des Schneidstempels und der Schneidbuchse muss sich unterscheiden. Bei den meisten Anwendungen beträgt das Stanzspiel 10 % der Blechdicke.
Beispiel: Für eine Unterlegscheibe mit einem Außen-Ø von 16 mm und einem Innen-Ø von 5 mm in einem 1,2 mm dicken Blech beträgt das empfohlene Stanzspiel 0,12 mm im Durchmesser. Der Außendurchmesser (Ø16) wird durch die Schneidbuchse vorgegeben, der Innendurchmesser (Ø5) durch den Schneidstempel.
Für den Innenausschnitt dieser Unterlegscheibe schlagen wir einen Schneidstempel mit Ø 5 mm und eine Schneidbuchse mit Ø 5,12 mm vor.
Für den Außenschnitt dieser Unterlegscheibe schlagen wir eine Schneidbuchse mit Ø 16mm und einen Schneidstempel mit Ø 15,88 mm vor.
Bei Anwendungen auf dicken Blechen und bei sogenannten "klebrigen" Materialien wie Aluminium wird das Stanzspiel reduziert (5% bis 8 % der Dicke).
Schneidstempel und die Schneidbuchse zu messen, muss man sich den Schnitt des Teils ansehen. Beim Schneiden haben wir einen geschnittenen Teil (glänzender Teil) und einen abgerissenen Teil (nicht glänzender Teil). Wenn der glänzende Teil 1/3 der Dicke ausmacht, beträgt die Lücke 10 %. Je "höher" die Schnittdicke, desto geringer ist der Schnittspalt.
Bei Anwendungen auf sehr dünnen Blechen (< 0,8 mm) oder beim Präzisionsschneiden wird das Schnittspiel sehr gering sein. Dies erfordert eine präzise Führung des Werkzeugs. Die Verwendung von Führungen des Typs 1 (Engste Toleranz zwischen Säule und Buchse) wird empfohlen.




